
AI Video Analytics for Manufacturing Plants: Safety, Attendance and Productivity Monitoring in India
There is a moment every plant head knows. Something goes wrong on the floor. You pull up the footage, scrub through six hours of recording, and find the 40 seconds that explain everything. The camera caught it. Nobody acted on it. Because nobody was watching.
That is not a security failure. It is a systems failure. And it plays out in manufacturing plants across India every single day, across shifts, across bays, across facilities no supervisor can physically cover alone.
Most plants installed their CCTV for one reason: liability. Footage exists in case something goes wrong. But AI video analytics for manufacturing plants in India flips that logic entirely. Instead of reviewing what happened, you respond to what is happening. The difference sounds minor. Operationally, it is enormous.
If you're new to the technology, this guide explains what AI video analytics is and how it is used across industries in India.
The Manufacturing Floor Is the Hardest Environment to Monitor
Hundreds of workers. Multiple shifts. Heavy machinery running in parallel bays. A handful of supervisors trying to hold it all together.
According to the International Labour Organization, 2.93 million workers die every year from occupational accidents and work-related diseases. No one person or even a team of people can watch the entire manufacturing floor constantly 24x7 with robotic efficiency. Human errors usually creep in.
AI surveillance for manufacturing plants is a technology that exists to close exactly that gap.
PPE Compliance: The Violation That Gets Ignored Until A Major Mishap
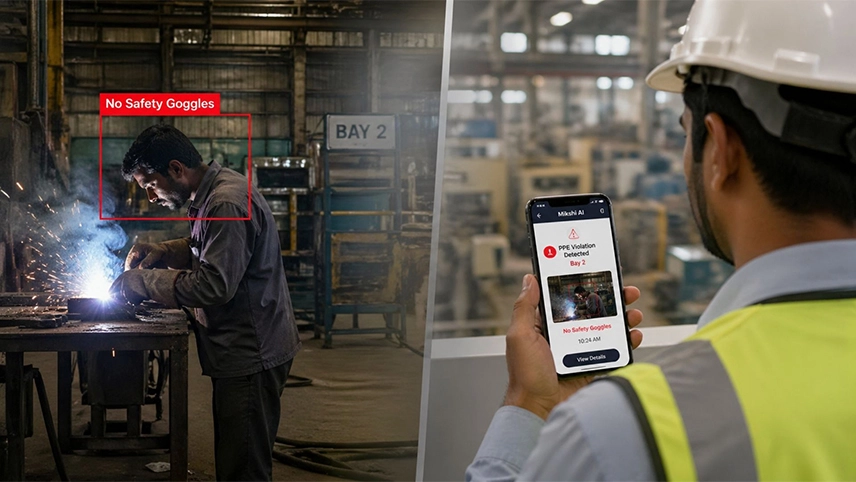
Rajan is a line supervisor at a metal fabrication plant in Pune. He manages 60 workers across two bays on the morning shift. He does rounds every 90 minutes, issues reminders, fills out his checklist, and hands over to the evening shift with a clean report.
What he does not know is that in Bay 2, three workers on the far end have stopped wearing their safety goggles during the last hour of the shift, when he is usually at his desk finishing paperwork. They have been doing it for weeks. Nothing has gone wrong yet.
This is how most PPE incidents begin. Not with carelessness. But with a gap in coverage that nobody designed, but everyone quietly lives with.
Our technology does not change the workers. It changes what the supervisors can see.
The AI employee monitoring technology for manufacturing watches every camera feed, every zone, every shift, continuously. It detects whether workers are wearing helmets, high-visibility vests, safety goggles, gloves, and steel-toed footwear. For safety-critical environments, PPE compliance monitoring helps ensure workers consistently follow required safety protocols across every shift. When it spots a violation, Rajan's phone gets an alert in real time. Not in the post-shift report. Right now, while he can still do something about it.
What changes in practice:
- Supervisors stop being the enforcement mechanism- The AI flags the violation. The supervisor responds. That is a fundamentally different role.
- Pattern visibility opens up- If Bay 2 consistently shows more violations in the final hour of the morning shift, that is visible in the data before an incident forces the conversation.
- Compliance documentation becomes automatic- Every event is logged with a timestamp, zone, and camera reference. Audits that used to take days now take minutes.
The question is not whether your supervisors care about PPE compliance. Most do. The question is whether one person can reliably cover 60 workers across two bays for 8 hours straight. They cannot.
Your cameras saw it. Nobody acted.
That gap is where accidents happen.
Book a Free Demo to Stop AccidentsAttendance and Productivity Monitoring: Your Biometric System Is Only Half the Picture

At a packaging plant in Ahmedabad, the attendance register shows full strength on Tuesday afternoon. The biometric system confirms it. Everyone clocked in. But on the production floor, Bay 3 has been running with four workers since 2 PM because the other two took an extended break and drifted to a different section to help a colleague. Nobody noticed until the end-of-day output numbers came in short. By then, there was nothing to do except log it and move on.
Biometric systems tell you who entered the building. They do not tell you where people actually are or whether the right work is actually getting done.
This is where productivity monitoring becomes a real operational lever. McKinsey's research on Industry 4.0 transformations found that digital monitoring in manufacturing delivers 15 to 30% improvements in labor productivity alongside 30 to 50% reductions in machine downtime. That does not come from working harder. It comes from closing the gap between what the register says and what the floor actually looks like.
The AI employee monitoring technology for manufacturing enables zone-level presence tracking and productivity monitoring using cameras already installed across the facility. You see in real time which bays have the right headcount, which lines are running below capacity, and where idle time is eating into shift output.
What this makes possible is that biometrics alone cannot:
- Real-time headcount and output tracking by zone- If Bay 3 needs six workers and only four are present, you know before the output shortfall shows up in tomorrow's report.
- Idle time and activity monitoring- Extended breaks, workers congregating in low-activity zones, and unproductive movement patterns all show up in the data without a supervisor catching it personally.
- Shift-on-shift productivity comparison- You can see objectively whether night shift output is lower than day shift, where the gap is, and what is causing it.
- Line efficiency visibility- If a production line is consistently slower on certain days or certain shifts, the camera data gives you something to investigate rather than guesses to argue about.
AI surveillance in manufacturing helps you run a facility where productivity decisions are based on what is actually happening on the floor, not what the attendance register says happened.
Restricted Zone Access: The Risk That Builds Before Anyone Notices

A maintenance contractor at a chemicals plant in Gujarat needed a pressure reading from an instrument inside a restricted processing zone. The access request would have taken an hour to process. He knew the door on the east side was sometimes left unlatched after shift changes. He slipped in, took his reading, and left. Nobody saw him.
Nothing was logged. Three months later, a factory inspection asked for the restricted zone access log for that week. The notebook at the security desk had no entry.
Unauthorized access to restricted zones rarely looks dramatic in the moment. It looks like a shortcut. The risk lives in what could have gone wrong and in what happens when you cannot account for who was where.
The ILO's report on AI and workplace safety notes that real-time monitoring technologies are transforming occupational safety by preventing accidents and reducing hazardous exposures. Restricted zone monitoring is one of the clearest starting points because the risk is specific, the fix is direct, and the audit value is immediate.
AI surveillance for manufacturing plants technology monitors defined restricted zones continuously. Many manufacturers are implementing AI-powered restricted area monitoring to strengthen access control across hazardous and high-security areas. When someone enters without authorization, an alert goes out immediately. Every entry and exit is logged automatically with time and camera reference. No guard stationed permanently at the door. No logbook that depends on someone remembering to write in it.
This matters especially during:
- Night shifts and weekends-When supervision is thinnest and the risk of unlogged access is highest.
- Contractor and vendor visits-Third parties moving through your facility with limited oversight and no established access discipline.
- Factory inspections and ISO audits-When you need a complete access record and your current system is a notebook at the security desk.
Theft and Pilferage: The Cost You Are Absorbing Without Seeing It

At an auto-components plant in Chennai, the quarterly inventory audit showed a consistent variance in consumable tools. Not large enough to flag as a serious event. Just enough to be filed under unexplained shrinkage. This went on for three quarters. A new plant manager asked to see six months of camera footage for the tool storage area. The investigation took two weeks. What they found was a pattern of small removals during shift transitions, when foot traffic was highest and attention was lowest.
The total over those three quarters: close to Rs. 4 lakh.
Tool theft and raw material pilferage in manufacturing plants doesn't look like theft when it is happening. It looks like normal floor activity.
The productivity cost compounds the loss. Every missing tool creates a delay. Every unexplained material variance forces a recount. Every investigation takes supervisors off the floor. The direct theft number is just the beginning of what it actually costs.
AI employee monitoring for manufacturing changes the detection surface. The system tracks movement patterns in storage zones and flags activity that deviates from the operational baseline for a given shift and time window. It is not waiting to catch someone in the act. It is watching for patterns that do not belong.
What this gives you:
- Deterrence that is visible. Workers who know cameras are actively monitored, not just recording, behave differently.
- Incident traceability. When a variance is identified, the footage is already indexed by zone and time. Investigation time drops from weeks to hours.
- Reduced productivity drag. Fewer missing tools, fewer unplanned recounts, and fewer supervisors pulled away from floor management to investigate shrinkage.
AI surveillance in manufacturing helps you run a facility where productivity decisions are based on what is actually happening on the floor, not what the attendance register says happened.
You already know something is walking out the door.
Now you can actually stop it in Real-Time
Book a Free DemoFire, Slip, and Spill Detection: The Incidents That Happen Between Rounds

A worker slipped on an oil spill near a machine bay at a plastics plant in Rajasthan. The spill had been there for about 25 minutes before the accident. The previous supervisor round was 20 minutes before it happened. The next round was scheduled for 15 minutes after. The spill sat in that window, visible on camera, reported by nobody.
According to Deloitte, predictive maintenance and real-time monitoring can reduce machine downtime by 20 to 30% in manufacturing environments. A single slip-and-fall incident that halts a production bay for two hours is not just a safety event. It is an operational and financial event.
These are the incidents that do not get prevented by more supervision rounds. They get prevented by AI-powered video monitoring for manufacturing plants.
The same cameras that handle PPE detection and zone monitoring can also be configured for:
- Fire and smoke detection- AI identifies the visual signature of smoke and early-stage fire before a heat sensor triggers. Many manufacturers are adopting AI-based fire and smoke detection systems to identify risks before they escalate into production-stopping incidents. In facilities with solvents, dust, or high-temperature operations, that early warning window matters.
- Slip and fall detection- When a worker falls in a monitored zone, an alert goes out immediately. Real-time fall and collapse detection enables faster response during medical emergencies and workplace accidents. On a busy floor with high ambient noise, a worker down in a far corner can go unnoticed for several minutes.
- Spill and housekeeping alerts- Oil spills, debris in walkways, and improperly stored materials are flagged the moment they appear on camera, not when the next supervisor round reaches that zone.
- Machine idle time detection- If a production machine sits idle for longer than expected during an active shift, the system flags it. That could be an equipment issue, an attendance gap, or a process bottleneck. Either way, you know about it while the shift is still running.
None of these require additional cameras or additional hardware. They run on the infrastructure already in place.
What One Missed Alert Actually Costs You

Here is a calculation that does not require a consultant to run.
A single PPE violation goes undetected. The worker is near heavy machinery without proper footwear. An accident occurs. Injuries are serious but not fatal. What follows: emergency medical response, production halt, factory inspector visit, possible show-cause notice, legal and compensation proceedings, two to four weeks of operational disruption.
Conservative all-in cost: Rs. 15 lakh to Rs. 50 lakh. That is one incident. One missed alert.
Now scale that across three shifts, 300 workers, and the PPE compliance rate that most plant managers will privately admit to.
The World Economic Forum's Global Lighthouse Network found that leading manufacturing sites using AI video analytics and digital monitoring recorded up to 50% productivity improvements alongside 30% emissions reductions. The technology cost is a fraction of what a single serious incident triggers. The productivity gains alone tend to make the business case without the safety argument even being needed.
The question is not whether you can afford to deploy this. It is what it is costing you every quarter that you have not.
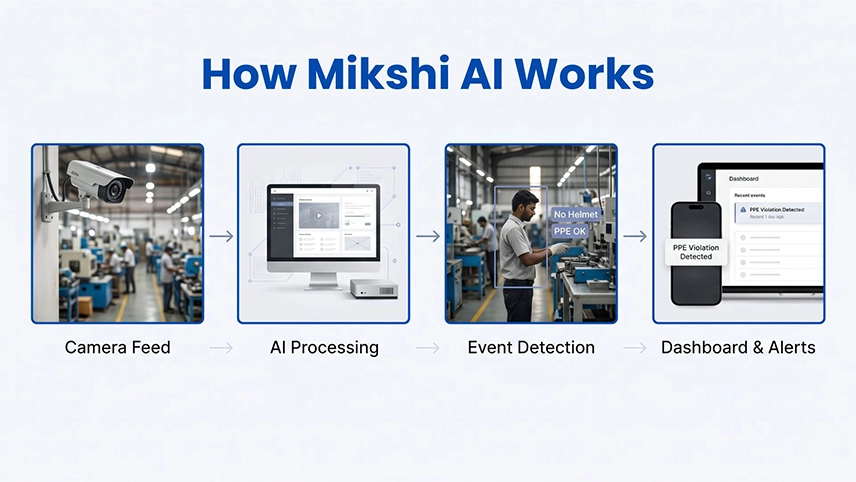
How Mikshi AI Works Without Replacing What You Already Have
The assumption most plant managers make is that a system like this requires significant new hardware investment. It usually does not.
Mikshi AI works with your existing IP cameras and CCTV infrastructure. No rip-and-replace. No construction downtime. No six-month implementation project. Many facilities are surprised to discover that existing CCTV infrastructure can be upgraded with AI video analytics without replacing cameras or disrupting operations. The intelligence layer sits on top of what is already installed and starts generating value from cameras you have already paid for.
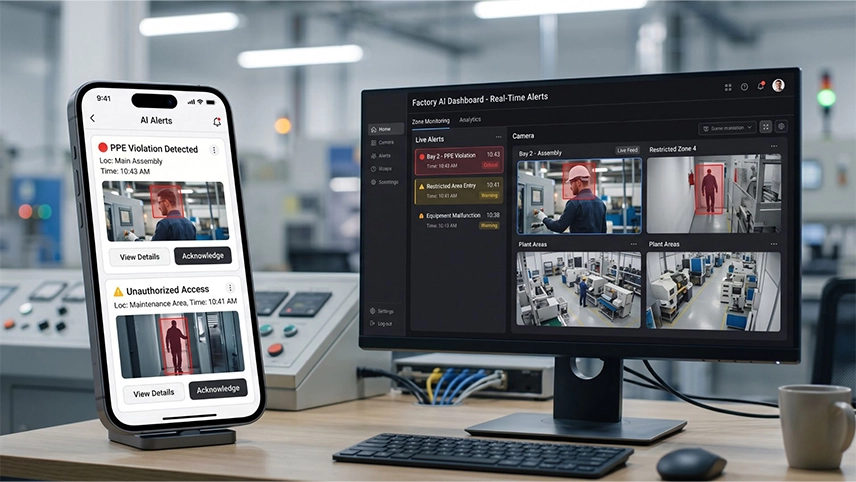
Deployment is available on-premise, cloud, or hybrid depending on your IT and data policy. For multi-site operations, cloud deployment gives you consolidated visibility across all locations from a single dashboard.
What the deployment actually looks like:
- Compatibility check on existing cameras (most standard IP cameras qualify)
- Zone and alert configuration based on your facility layout and use cases
- Integration with existing security, HR, or production systems if required
- Live deployment without disrupting running shifts
- Onboarding for the operations, security, and HR teams who act on alerts
Time from the decision to live: days, not months.
Your Cameras Are Already There. Now Make Them Work.
The use cases in this post, PPE compliance, zone-level attendance, AI-driven productivity monitoring in manufacturing, restricted access, theft prevention, fire detection, and slip alerts, are not separate technology investments. They are one visibility problem with many expressions.
The cameras exist. The footage is being captured. The gap is in what happens with it.
AI video analytics for manufacturing plants closes that gap without asking you to rebuild your infrastructure or restructure your operations. It asks one thing: that the footage your cameras are already producing actually gets used.
The plants that move on this will build an operational data foundation that compounds in value with every shift. The plants that wait will keep doing post-incident reviews. Which is a fine system, until the incident is one you cannot review your way out of.

The next incident is already happening, and your cameras are recording it
The question is, will you catch it in time?
Book a Free DemoIn this article
- The Manufacturing Floor Is the Hardest Environment to Monitor
- PPE Compliance: The Violation That Gets Ignored Until A Major Mishap
- Attendance and Productivity Monitoring: Your Biometric System Is Only Half the Picture
- Restricted Zone Access: The Risk That Builds Before Anyone Notices
- Theft and Pilferage: The Cost You Are Absorbing Without Seeing It
- Fire, Slip, and Spill Detection: The Incidents That Happen Between Rounds
- What One Missed Alert Actually Costs You
- How Mikshi AI Works Without Replacing What You Already Have
- Your Cameras Are Already There. Now Make Them Work.





